Lors de l'usinage au tour, les pièces tournent en continu et l'efficacité de l'usinage est supérieure à celle des autres machines-outils. Cependant, pour les petites pièces et les grandes quantités, les pièces sont installées et retirées à plusieurs reprises sur le mandrin, le temps auxiliaire est long et l'efficacité relative diminue. Afin de raccourcir le temps auxiliaire et d'améliorer l'efficacité de l'usinage, la recherche et la conception installent l'outil sur le mandrin et le font tourne
Métal dur noir :
Lors de l'usinage au tour, les pièces tournent en continu et l'efficacité de l'usinage est supérieure à celle des autres machines-outils. Cependant, pour les petites pièces et les grandes quantités, les pièces sont installées et retirées à plusieurs reprises sur le mandrin, le temps auxiliaire est long et l'efficacité relative diminue. Afin de raccourcir le temps auxiliaire et d'améliorer l'efficacité de l'usinage, la recherche et la conception installent l'outil sur le mandrin et le font tourner en continu, et les pièces n'effectuent qu'un mouvement d'avance. Lors du remplacement des pièces, l'outil peut continuer à tourner, et le remplacement des pièces est simple et pratique, et le temps est court.
Une entreprise traite un lot de pièces d'écrou hexagonal de spécification M20, qui doivent être percées et taraudées. La méthode consistant à installer le foret ou le taraud sur le mandrin pour le mouvement de coupe et à installer les pièces sur le porte-outil pour le mouvement d'avance a donné de bons résultats.
Analyse de la structure des noix et caractéristiques de traitement
Le matériau de l'écrou est en acier 45, l'ébauche est une ébauche forgée à froid, le trou intérieur a une surépaisseur d'usinage de 2 mm et la taille du profil hexagonal extérieur est fondamentalement uniforme et n'a pas besoin d'être traitée. Pendant le traitement, il est nécessaire de retirer d'abord la surépaisseur de 2 mm du trou intérieur, puis d'utiliser un taraud pour tarauder le filetage pour terminer. Le processus de traitement des filetages d'écrou sur un tour consiste à serrer un seul écrou sur un mandrin autocentrant à trois mors, puis à utiliser un outil de tournage pour traiter le trou intérieur et les filetages, ou à installer un foret et un taraud sur la contre-pointe d'un tour, à percer un trou avec un foret et à utiliser un taraud pour traiter les filetages. Dans les deux méthodes ci-dessus, un seul écrou brut est installé sur le mandrin, l'écrou tourne et l'outil de tournage ou le foret (taraud) effectue un mouvement d'avance. L'opération répétée prend du temps et demande beaucoup de travail, et l'efficacité de traitement est faible. Afin d'augmenter la vitesse de traitement, il a été décidé de concevoir un outillage simple, d'installer le foret ou le taraud sur le mandrin autocentrant à trois mors pour le mouvement rotatif et d'installer l'écrou à traiter sur l'outillage pour le mouvement d'avance, formant ainsi un mode de traitement.
Méthode de perçage et conception et utilisation de l'outillage
Selon l'idée selon laquelle le foret ou le taraud tourne et l'écrou effectue un mouvement d'avance, le foret ou le taraud est installé sur le mandrin autocentrant à trois mors et un outillage simple est conçu. L'écrou à usiner est installé dans l'outillage, et l'outillage est installé sur le porte-outil, et le porte-outil effectue un mouvement axial pour réaliser le mouvement d'avance. La méthode de perçage et la conception de l'outillage sont illustrées à la figure 1.
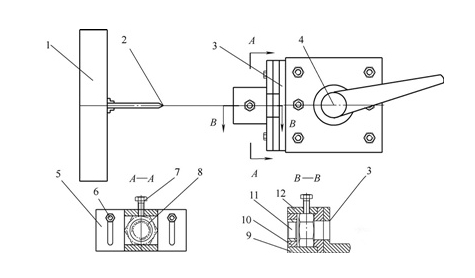
L'outillage d'installation d'écrous se compose d'une plaque de support pliée 3, d'une plaque de liaison 5, d'un boulon de liaison 6, d'un boulon de positionnement 7, d'un manchon de perçage 11, d'une plaque de recouvrement supérieure 12, d'une plaque d'extrémité avant 10 et d'une plaque inférieure 9. La plaque de support pliée 3 est installée sur le porte-outil de tour, et des trous longs sont traités des deux côtés de la plaque de liaison 5, qui est reliée à la plaque de support pliée par des boulons de liaison 6. En raison de l'existence des trous longs, la plaque de liaison peut se déplacer de haut en bas sur la plaque de support pliée pour déterminer la position de traitement. Le boulon de serrage 7 est installé sur la plaque de recouvrement supérieure 12. Une fois l'écrou traité installé dans l'outillage, serrez le boulon pour le verrouiller. Le manchon de perçage 11 est installé dans la plaque d'extrémité avant pour guider le foret ou le taraud afin d'assurer un traitement précis. Le manchon de perçage est en acier 45 et trempé pour assurer une résistance à l'usure. La plaque de recouvrement supérieure 12, la plaque d'extrémité avant 10, la plaque inférieure 9 et la plaque de liaison 5 sont soudées ensemble. Sa largeur est égale à la taille hexagonale maximale de l'écrou à traiter.
Avant le traitement, installez d'abord le foret sur le mandrin autocentrant à trois mors et verrouillez-le. Installez ensuite la plaque de support 3 sur le porte-outil du tour et verrouillez-la. Installez l'outillage sur la plaque de support, mettez-le à niveau, vissez les boulons de connexion et serrez-les légèrement.
Pour la première pièce à usiner, placez l'écrou à usiner dans l'outillage par le côté, de préférence ne dépassant pas la largeur de l'outillage, serrez les boulons de fixation 7 pour fixer l'écrou. Alignement. Déplacez la plaque de liaison 5 de haut en bas, déplacez la glissière dans le porte-outil perpendiculairement à l'axe du tour, déterminez la position du centre du manchon de perçage et du centre de rotation du tour, et après avoir confirmé que les deux coïncident, serrez les boulons de connexion 6, verrouillez la glissière et l'alignement est terminé. Au début de l'usinage, la broche entraîne le foret en rotation et la petite glissière du porte-outil se déplace axialement vers l'avant. Le foret commence à percer à travers le guide du manchon de perçage. Une fois que le foret a traversé le trou sur la plaque de liaison, il est déterminé que le perçage est terminé. Déplacez la petite glissière du porte-outil vers l'arrière, le foret quitte l'outillage, desserrez les boulons de fixation 7, insérez le deuxième écrou par le côté et le premier écrou est expulsé. Resserrez à nouveau les boulons de fixation 7 et verrouillez l'écrou. Déplacez le petit coulisseau du porte-outil et le deuxième traitement commence. Pendant tout le processus de traitement, le foret continue de tourner et seul le porte-outil se déplace axialement. L'alignement de la première pièce étant terminé, le traitement ultérieur ne nécessite pas de processus d'alignement, ce qui améliore considérablement l'efficacité du traitement.
Conception d'outillage de taraudage
Lors du taraudage des filetages internes, afin d'éviter l'apparition de chaos de filetage dû à l'erreur de transmission entre la vis de la machine-outil et le taraud, un mandrin d'outillage de taraudage spécial est conçu, comme illustré à la figure 2.
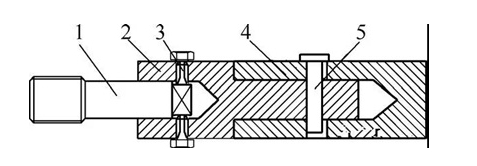
Une extrémité de la pince 4 est installée sur le mandrin autocentrant à trois mors et l'autre extrémité est installée dans le trou intérieur. Le manchon de perçage est à la fois le manchon de montage du manchon de perçage et le manchon de guidage du manchon de perçage. Les deux sont appariés avec un petit espace. Un long trou est pénétré axialement sur la pince à utiliser avec la goupille cylindrique 5. Le manchon de perçage est utilisé pour serrer le taraud. La pièce est en acier 45 et trempée. La goupille cylindrique 5 et le manchon de perçage sont ajustés par interférence, ce qui joue un rôle dans l'entraînement du manchon de perçage en rotation, et coopère avec le long trou sur la pince, ce qui peut permettre au manchon de perçage d'avoir un mouvement axial de 4 mm, qui est utilisé pour éliminer les erreurs de transmission et éviter le chaos. Le boulon de réglage 3 sert principalement à serrer le taraud.
Lors du traitement du manchon fileté, retirez d'abord le foret, installez le mandrin d'outillage de filetage sur le mandrin autocentrant à trois mors et verrouillez-le. La position de l'outillage installé sur le porte-outil reste inchangée, et l'écrou à tarauder est envoyé dans l'outillage, et le boulon de réglage 7 de la figure 1 est serré pour tarauder le filetage. La broche entraîne le taraud en rotation et le porte-outil se déplace vers l'avant. Une fois que la partie coupante du taraud a traversé l'écrou, la broche s'inverse et se rétracte, et le porte-outil se déplace vers l'arrière. Le taraudage du premier écrou est terminé. Ensuite, le deuxième écrou est envoyé et le premier écrou est pressé en même temps, et l'opération ci-dessus est répétée, et le cycle est terminé.
Conclusion
La même méthode de traitement du tour utilise un outillage simple pour changer la position d'installation de l'outil et de la pièce, réalise le mouvement de coupe de l'outil et le mouvement d'alimentation de la pièce, accélère la vitesse de coupe, simplifie la procédure de fonctionnement, économise des efforts et du temps, et améliore considérablement l'efficacité du traitement.





